汽車前圍支柱復合材料油壓機閥門規格解釋
文章出處:zhjiankong.com
人氣:71發表時間:2019-09-11 08:56
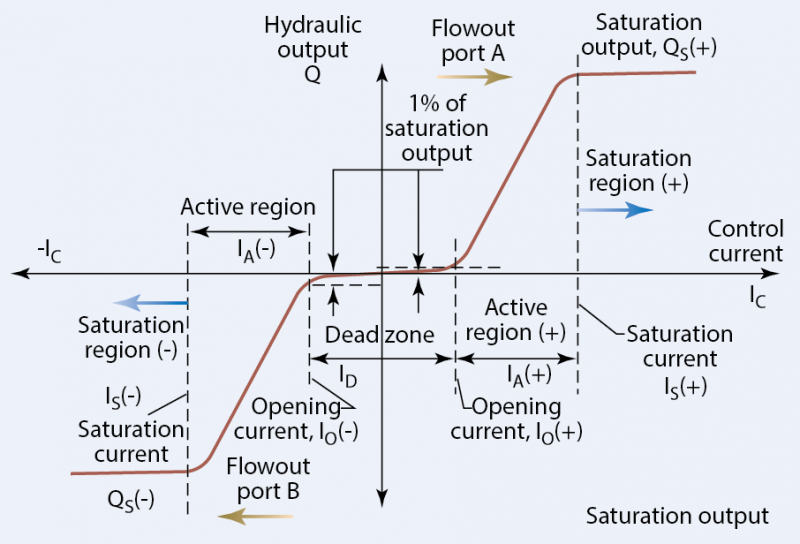
雖然它比您在汽車前圍支柱復合材料油壓機閥門制造商的技術文獻中看到的更詳細,但圖中顯示了幾個關鍵的閥門操作特性:
•開口(開裂)電流,
•死區寬度,
•有源區域寬度,
•飽和流量,
•流量增益和
•線性度。
閥門開裂點是閥門剛開始打開的瞬間。這似乎是一個簡單而明確的陳述,但事實并非如此。由于滑閥總是存在泄漏,因此流量變化發生在閥門的重疊或死區。(死區是兩個裂解點之間存在的極低流量區域。)
因此,知識淵博的人必須就輸出流量構成閥門開度達成一致。ISO 10770-1提供了設定國際標準值的機會。然而,該文件的配方設計師選擇了權宜之計,避免了對啟蒙的爭議,并且沒有說什么。
幾年前,密爾沃基工程學院是一個工業研究項目的受益者,它采取措施將汽車前圍支柱復合材料油壓機閥門開啟的條件定義為“輸出流量上升到全班流量1%的那一點”。 “ 這是一個很好的定義,因為它基于滑閥的實際特征。有了它,可以定義更多參數。
額定流量可以從圖1的計量曲線確定,只要供應壓力設置為并保持在閥門的額定流量壓力下:
QS = QR ÷PS,T = PS,QR
其中:
PS,T是計量曲線時的供應壓力,PS,QR是用于流量額定值的供應壓力。
對于汽車前圍支柱復合材料油壓機伺服閥(ISO 10770-1),標準試驗壓力為7 MPa(1015 psi)。比例閥的額定壓力為1 MPa。ISO 10770-1的配方設計師可以定義伺服和比例閥,但他們選擇不使用。相反,他們通過指導讀者在“7MPa或1MPa”“酌情”進行測試來避免爭議和責任。因此,比例閥和伺服閥之間的差異不是基于性能差異,而是基于進行流量等級測試的壓力。
定義收益計劃
流量增益是輸出流量相對于控制輸入電流的變化而變化的速率。沒有差壓負載壓力:
對于非線性閥門,建議確定平均流量增益。不幸的是,有幾種方法可以定義非線性閥門的平均流量增益,所有這些方法都會產生不同的值。
另一方面,流量增益不是非常重要的閥門參數。這是因為在應用中閥門壓降總是在變化。因此,流量增益總是在變化。
更重要的是執行器相對于閥門輸入控制電流的速度增益。由于流量和壓降之間的平方/平方根關系,可以在除額定流量壓力之外的測試壓力下評估流量增益。此外,可以計算除流量額定壓力以外的壓力的流量增益:
其中:GQ,APP是應用中的流量增益,GQr是在額定壓力下運行時額定流量得到的流量增益,
PSAPP是應用時的供應壓力,
PSQR是用于流量的測試壓力 - 閥門。
流量增益通常由伺服閥的用戶和制造商引用,有時也用于比例閥。但是,它的重要性被夸大了。一個更重要的系統參數是速度增益,它與應用有關。它考慮了閥門的流量增益,執行器的尺寸或位移,執行器的負載以及供給壓力。相反,流量增益是僅閥門參數,并且僅在特定供應壓力下有效。此外,流量增益不會以任何方式解釋應用中的無數變化,例如致動器尺寸,負載和供應壓力。
線性還是非線性?
技術文獻總是報告閥門計量特性的線性。實際上,它正在評估閥門的非線性。例如,一種流行的伺服閥被列為“線性度小于3%”。如果閥門僅為3%線性,則必須為97%非線性。很難想象這樣的憎惡!顯然,這不是汽車前圍支柱復合材料油壓機閥門制造商在表達線性方面的解釋。意思是閥門是3%非線性的,因此97%是線性的。
更重要的閥門參數是死區。具有大量死區的閥門在尋求零作為最終操作條件的應用中變得無用,例如在定位系統和一些壓力控制系統中。不幸的是,模擬和數字閥門控制器中普遍存在的電子死區補償器雖然有用,卻無法真正補償閥門重疊。
本質上,線性度是計量曲線與最佳擬合直線一致的程度,圖2.線性度僅略微重要,并且很容易被不道德的記者腐蝕。為了擬合和比較直線,必須定義適合擬合的范圍限制。在圖2中,直線的極限被選擇為名義上閥門的有效計量區域。基于計量曲線和直線之間的最大偏差(具有較小的偏差,線性度較好)的評估將產生比直線圍繞兩條曲線相交的點逆時針旋轉的值。另一方面,如果直線穿過原點,則產生更高程度的非線性。報告標準,
滯后
對于比例閥,滯后是計量特性曲線與輸入增加相對于沿著水平線測量的輸入減小特性的最大分離點。對于具有大量重疊的比例閥,該想法在圖3中示出。請注意,對于重疊閥門,將評估A端口輸出流量和B端口輸出流量的最大水平間隔。但是,delta值除以負飽和度和正飽和度之間的總電流差值(圖1定義了應用于以下公式的IA(+)和IA(-)的值):
對于汽車前圍支柱復合材料油壓機零重疊伺服閥,評估滯后的方法稍微簡單一些。在計量特性的正流動部分和負流動部分之間沒有區別。掃描整個計量曲線以獲得增加和減少的輸入電流,報告最寬的水平間隔,并將滯后評估為:
在IC,H是在計量曲線上任何地方發現的增加和減少輸入特性之間最寬的分離。
超過門檻
閾 試圖分離和測量由扭矩電動機的內部鐵磁部件的磁化特性引起的部分的摩擦引起的閥滯后部分。在這方面,閾值表示當消除所有磁效應時非常小的可能滯后。實際上,鐵的特性是當磁性曲線上的點以循環和減小的方式接近時,磁滯大大減小。現在,當伺服環路被調諧為高增益時,可以以這種方式接近零點。因此,伺服回路的最終精度可以通過閾值而不是滯后來更好地評估。此外,每當積分控制(例如PID控制)在回路中實現滯后時,伺服回路將呈現低電平,穩定,振蕩,增益調整不會消除。這種情況稱為a極限周期,是原因很多積分控制應在未在某些應用中使用。
閥門閾值的測試很難進行,并且受操作員技術和用于測量的儀器的靈敏度的影響。閾值報告為實現流量增加反轉所需的電流變化除以閥門的額定電流。對于汽車前圍支柱復合材料油壓機伺服閥,典型值約為0.5%。顯然,不對重疊閥門進行閾值測試。
•開口(開裂)電流,
•死區寬度,
•有源區域寬度,
•飽和流量,
•流量增益和
•線性度。
圖1 - 這里表示一般比例閥操作噴槍恒壓無負載的流量計量特性。
閥門開裂點是閥門剛開始打開的瞬間。這似乎是一個簡單而明確的陳述,但事實并非如此。由于滑閥總是存在泄漏,因此流量變化發生在閥門的重疊或死區。(死區是兩個裂解點之間存在的極低流量區域。)
因此,知識淵博的人必須就輸出流量構成閥門開度達成一致。ISO 10770-1提供了設定國際標準值的機會。然而,該文件的配方設計師選擇了權宜之計,避免了對啟蒙的爭議,并且沒有說什么。
幾年前,密爾沃基工程學院是一個工業研究項目的受益者,它采取措施將汽車前圍支柱復合材料油壓機閥門開啟的條件定義為“輸出流量上升到全班流量1%的那一點”。 “ 這是一個很好的定義,因為它基于滑閥的實際特征。有了它,可以定義更多參數。
額定流量可以從圖1的計量曲線確定,只要供應壓力設置為并保持在閥門的額定流量壓力下:
QS = QR ÷PS,T = PS,QR
其中:
PS,T是計量曲線時的供應壓力,PS,QR是用于流量額定值的供應壓力。
對于汽車前圍支柱復合材料油壓機伺服閥(ISO 10770-1),標準試驗壓力為7 MPa(1015 psi)。比例閥的額定壓力為1 MPa。ISO 10770-1的配方設計師可以定義伺服和比例閥,但他們選擇不使用。相反,他們通過指導讀者在“7MPa或1MPa”“酌情”進行測試來避免爭議和責任。因此,比例閥和伺服閥之間的差異不是基于性能差異,而是基于進行流量等級測試的壓力。
定義收益計劃
流量增益是輸出流量相對于控制輸入電流的變化而變化的速率。沒有差壓負載壓力:
對于非線性閥門,建議確定平均流量增益。不幸的是,有幾種方法可以定義非線性閥門的平均流量增益,所有這些方法都會產生不同的值。
另一方面,流量增益不是非常重要的閥門參數。這是因為在應用中閥門壓降總是在變化。因此,流量增益總是在變化。
更重要的是執行器相對于閥門輸入控制電流的速度增益。由于流量和壓降之間的平方/平方根關系,可以在除額定流量壓力之外的測試壓力下評估流量增益。此外,可以計算除流量額定壓力以外的壓力的流量增益:
其中:GQ,APP是應用中的流量增益,GQr是在額定壓力下運行時額定流量得到的流量增益,
PSAPP是應用時的供應壓力,
PSQR是用于流量的測試壓力 - 閥門。
流量增益通常由伺服閥的用戶和制造商引用,有時也用于比例閥。但是,它的重要性被夸大了。一個更重要的系統參數是速度增益,它與應用有關。它考慮了閥門的流量增益,執行器的尺寸或位移,執行器的負載以及供給壓力。相反,流量增益是僅閥門參數,并且僅在特定供應壓力下有效。此外,流量增益不會以任何方式解釋應用中的無數變化,例如致動器尺寸,負載和供應壓力。
線性還是非線性?
技術文獻總是報告閥門計量特性的線性。實際上,它正在評估閥門的非線性。例如,一種流行的伺服閥被列為“線性度小于3%”。如果閥門僅為3%線性,則必須為97%非線性。很難想象這樣的憎惡!顯然,這不是汽車前圍支柱復合材料油壓機閥門制造商在表達線性方面的解釋。意思是閥門是3%非線性的,因此97%是線性的。
更重要的閥門參數是死區。具有大量死區的閥門在尋求零作為最終操作條件的應用中變得無用,例如在定位系統和一些壓力控制系統中。不幸的是,模擬和數字閥門控制器中普遍存在的電子死區補償器雖然有用,卻無法真正補償閥門重疊。
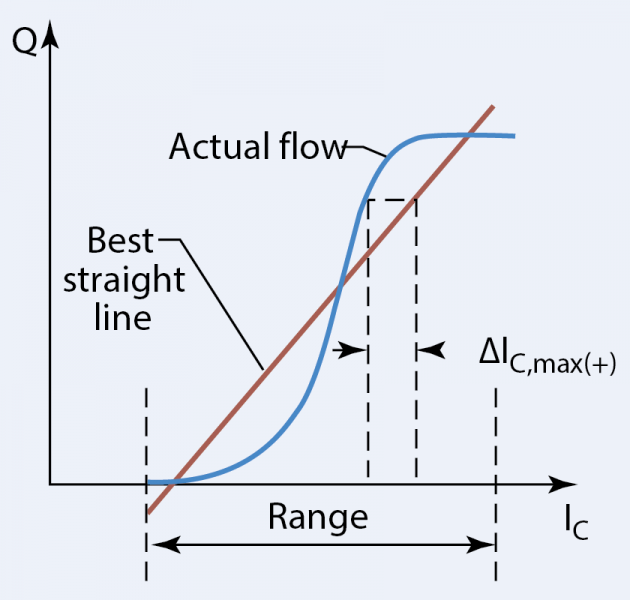
圖2 - 通過找到實際流量曲線與指定范圍內的數學最佳直線之間的最大偏差來確定線性度。
本質上,線性度是計量曲線與最佳擬合直線一致的程度,圖2.線性度僅略微重要,并且很容易被不道德的記者腐蝕。為了擬合和比較直線,必須定義適合擬合的范圍限制。在圖2中,直線的極限被選擇為名義上閥門的有效計量區域。基于計量曲線和直線之間的最大偏差(具有較小的偏差,線性度較好)的評估將產生比直線圍繞兩條曲線相交的點逆時針旋轉的值。另一方面,如果直線穿過原點,則產生更高程度的非線性。報告標準,
滯后
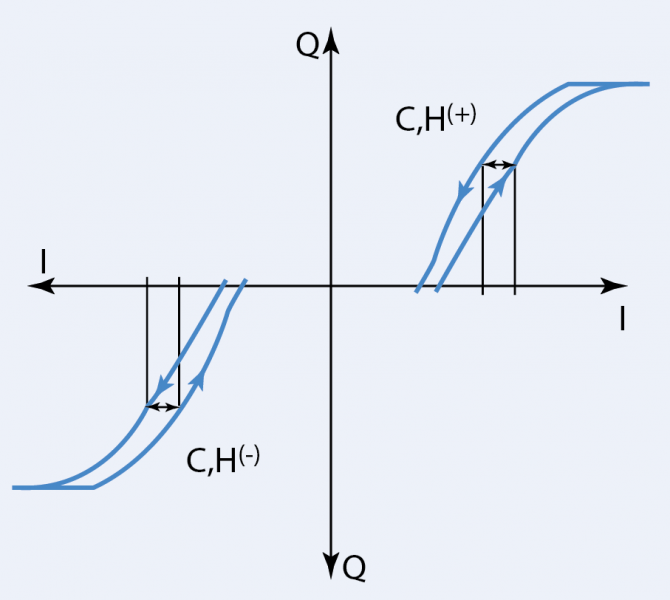
圖3 - 通過比較增加曲線和減小曲線找到滯后。
對于比例閥,滯后是計量特性曲線與輸入增加相對于沿著水平線測量的輸入減小特性的最大分離點。對于具有大量重疊的比例閥,該想法在圖3中示出。請注意,對于重疊閥門,將評估A端口輸出流量和B端口輸出流量的最大水平間隔。但是,delta值除以負飽和度和正飽和度之間的總電流差值(圖1定義了應用于以下公式的IA(+)和IA(-)的值):
對于汽車前圍支柱復合材料油壓機零重疊伺服閥,評估滯后的方法稍微簡單一些。在計量特性的正流動部分和負流動部分之間沒有區別。掃描整個計量曲線以獲得增加和減少的輸入電流,報告最寬的水平間隔,并將滯后評估為:
在IC,H是在計量曲線上任何地方發現的增加和減少輸入特性之間最寬的分離。
超過門檻
閾 試圖分離和測量由扭矩電動機的內部鐵磁部件的磁化特性引起的部分的摩擦引起的閥滯后部分。在這方面,閾值表示當消除所有磁效應時非常小的可能滯后。實際上,鐵的特性是當磁性曲線上的點以循環和減小的方式接近時,磁滯大大減小。現在,當伺服環路被調諧為高增益時,可以以這種方式接近零點。因此,伺服回路的最終精度可以通過閾值而不是滯后來更好地評估。此外,每當積分控制(例如PID控制)在回路中實現滯后時,伺服回路將呈現低電平,穩定,振蕩,增益調整不會消除。這種情況稱為a極限周期,是原因很多積分控制應在未在某些應用中使用。
閥門閾值的測試很難進行,并且受操作員技術和用于測量的儀器的靈敏度的影響。閾值報告為實現流量增加反轉所需的電流變化除以閥門的額定電流。對于汽車前圍支柱復合材料油壓機伺服閥,典型值約為0.5%。顯然,不對重疊閥門進行閾值測試。
推薦產品
同類文章排行
- 生產牛羊舔磚需要什么設備
- 塑料花盆熱壓成型需要多少噸油壓機
- 萬向節軸承座熱鍛成型油壓機
- 陶瓷磚粉末成型油壓機
- 石墨匣缽粉末油壓機
- 加工陶瓷粉末制品選擇陶瓷粉末成型油壓機
- 錨桿托盤沖壓成型油壓機
- 塑料花盆熱壓成型油壓機
- 鎂碳磚成型油壓機
- 油壓機是怎么加工陶瓷粉末成型的
最新資訊文章
- 生產陶瓷粉末制品需要什么設備
- 生產牛羊舔磚需要什么設備
- 汽車門內襯拉伸成型需要多少噸油壓機
- 氧化鋁粉末成型油壓機
- 塑料花盆熱壓成型需要多少噸油壓機
- 生產炭素坩堝需要什么設備
- 石墨匣缽粉末成型需要多少噸油壓機
- 萬向節軸承座熱鍛成型油壓機
- 汽車門內襯拉伸油壓機
- 活性炭壓制成型油壓機