玻璃鋼卡通公仔熱壓成型油壓機比例閥與伺服閥性能
文章出處:zhjiankong.com
人氣:173發表時間:2019-08-24 08:59
圖1顯示了通用玻璃鋼卡通公仔熱壓成型油壓機比例閥的特性。伺服閥的ISO 5598定義是電調制連續控制閥(3.2.131),其中死區小于閥元件(3.2.759)行程的3%。圖1中流量計量圖的關鍵特征是零交叉處增益減小的區域。(注意:圖1中的數據不是真實閥門的數據,而是真實閥門數據的近似值)。
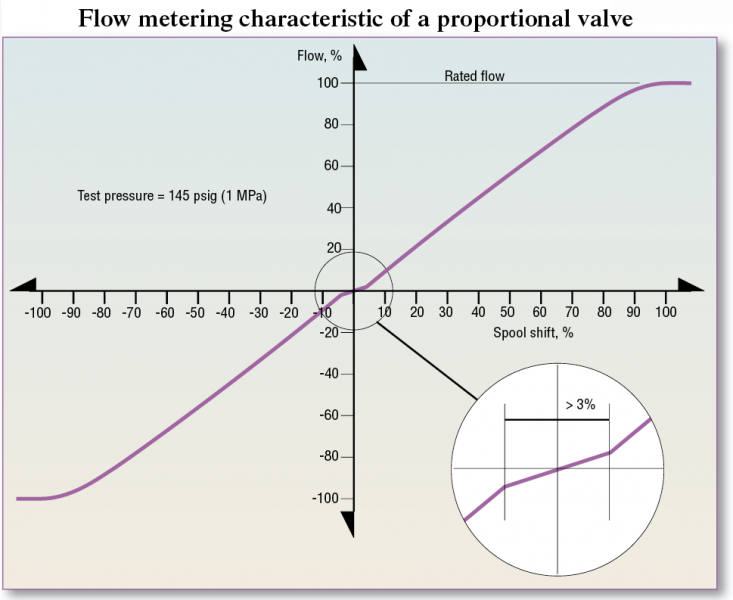
ISO 5598中比例閥的定義邏輯上遵循伺服閥的定義:電調制連續控制閥(3.2.131),其中死區大于或等于閥門元件(3.2.759)行程的3% 。
這種減小的流動增益區域基本上是閥門的重疊。實際上,重疊量非常接近3%,因此兩位知識淵博的人可能不同意圖1是否描述了玻璃鋼卡通公仔熱壓成型油壓機伺服閥或比例閥的性能。ISO工作組沒有采用解釋數據的具體分析方法。但事實是零交叉的增益減少了。因此,無論何人解釋圖1中的數據,都認為減小的增益區域的寬度超過總卷軸行程的3%,因為圖紙被標記為比例閥。
開放解釋
更令人困惑的是使用術語死區來指代減少流量增益的區域。死亡根本沒有死!即使閥門有10%甚至35%的重疊,一些流量計量仍然存在。這都是程度問題。同樣,ISO工作組拒絕處理量化重疊的問題,制造商繼續無所畏懼地報告,好像每個人都同意分析方法。
一些伺服閥制造商將顯示流量計量圖,其中零交叉特性存在一些不確定性。也就是說,由于制造公差,任何特定閥門中的閥芯都可以在低于,關鍵或重疊的情況下進行磨削。對用戶的影響是流量增益的變化發生在中心,并且增益可以增加(在重疊下),臨界重疊(可忽略不計或最小增益變化)或重疊(減小流量增益)。
玻璃鋼卡通公仔熱壓成型油壓機伺服閥制造商在少量重疊的情況下在過零點處指定一些最小增益并不罕見。例如,制造商的技術文獻中的聲明可能是,“零點處的流量增益降低不會低于零區域外流量增益的25%。”在大多數應用中,使用重疊率為3%的閥門的系統性能與批判性重疊的人不會有明顯的不同。零區流量增益將為零區域外流量增益的約25%或更多。然而,通過良好的閥門模型和模擬工具,我們可以探索許多伺服和比例閥制造偏差的后果。
處理閥門圈
大多數比例閥是故意設計和制造的,具有有針對性的重疊量,通常超過10%。這種制造成本是合理的,因為:
•不需要流動研磨,
•閥芯和孔不必匹配,
•人工操作員可以在手動控制系統中輕松定位零區,同時還提供流量節流的連續可變性。
當用戶應用電子補償方法并在玻璃鋼卡通公仔熱壓成型油壓機反饋控制系統中使用比例閥時,可能會出現并發癥。幾乎所有比例閥驅動放大器制造商都為它們提供反饋端子,鼓勵它們用于閉環控制系統。
壓力計量和增益
壓力增益是伺服或比例閥特性,經常被那些沒有接受過伺服和比例技術培訓的人誤解。誤解來自閥門和輸出執行器相互作用的傳統解釋,通常類似于:操作員使閥門居中,切斷流量并使執行器停止。從技術上講,這不是真的。實際上,情況正好相反:執行器停止,導致流量停止。在處理伺服和比例閥時,這成為一個重要的區別,對于理解使用反饋控制時的含義絕對至關重要。在手動控制系統中它不那么重要。
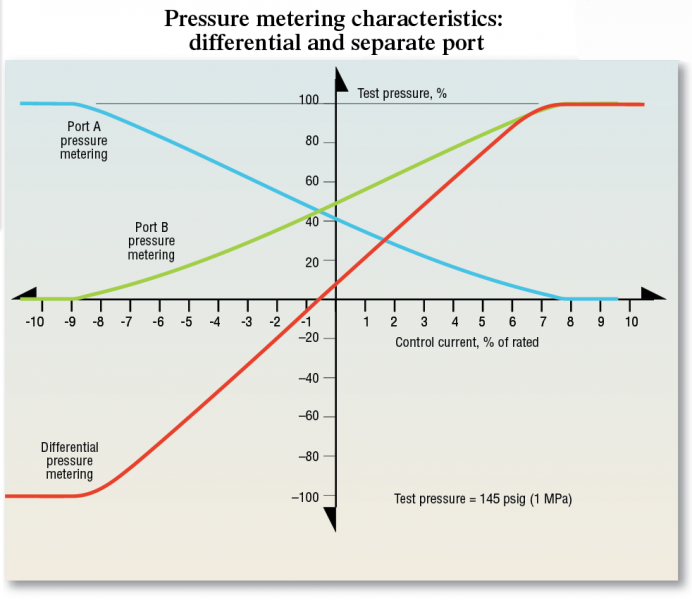
繼續前進,圖2顯示了低重疊(不超過約4%或5%)比例閥的壓力計量曲線。該閥中的所有壓力計量僅在額定電流的約7%或8%時進行。假設電流和閥芯位置之間存在線性關系,則壓力計量范圍將相同。一般規則是壓力計量在閥芯行程的重疊區域進行,加上約4%至5%。因此,具有22%重疊的玻璃鋼卡通公仔熱壓成型油壓機比例閥將測量壓力超過閥芯行程的約2??7%。嚴重搭接的伺服閥將測量中心約4%或5%的閥芯行程或輸入電流的壓力。對于所有閥芯位置或輸入電流超過該值,工作端口將處于供應壓力或零(實際上,在油箱端口)壓力。
圖2顯示了每個端口和差壓計量曲線。差壓計量曲線僅僅是兩個工作端口壓力之間的數學差異,或者,如果使用連接在兩個工作端口之間的差壓傳感器測試閥門,則可以直接收集壓差計量曲線。
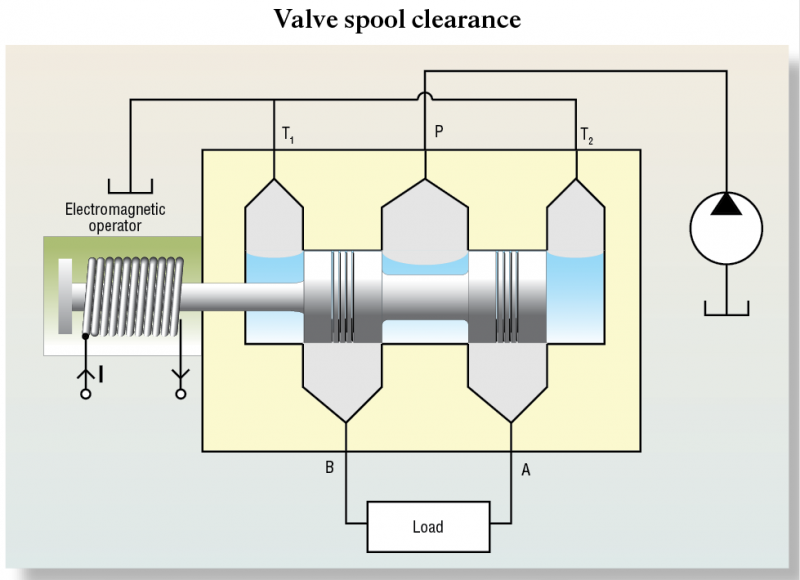
壓力計量是一種簡單的測試程序。然而,參考圖3的重疊閥,想象從工作端口移除負載并連接每個工作端口中的壓力計。這意味著即使閥門移位,測試期間也不會有輸出流量。現在想象一下閥門完全移動以將流體引出A端口(線軸完全向左)。
您希望在兩個儀表上看到什么樣的壓力?當然,A端口壓力將處于供應壓力,B端口壓力將處于或接近零。如果線軸完全向右移動會發生什么?壓力恰好相反,A端口低,B端口高。如果壓力發生變化,那么過渡區域必定存在于某處。該區域位于閥芯行程的中心 - 即閥門的零區域。要收集計量數據,您需要慢慢移動閥芯通過零區并記錄結果,如圖2所示。重疊越大,壓力計量區的擴散越寬。
回頭參考圖2,注意控制軸是閥門輸入電流(控制電流),并且兩個端口壓力交叉的點在零電流時不會發生,而是略微負值約為-0.5 %。繪圖是故意這樣做的。這告訴我們玻璃鋼卡通公仔熱壓成型油壓機閥門沒有堵塞。歸零程序要求相等端口壓力點(零壓差)與零電流一致。
圖1.中心重疊率超過3%的閥門稱為比例閥,任何重疊程度都會導致圖形原點的流量增益減小。
ISO 5598中比例閥的定義邏輯上遵循伺服閥的定義:電調制連續控制閥(3.2.131),其中死區大于或等于閥門元件(3.2.759)行程的3% 。
這種減小的流動增益區域基本上是閥門的重疊。實際上,重疊量非常接近3%,因此兩位知識淵博的人可能不同意圖1是否描述了玻璃鋼卡通公仔熱壓成型油壓機伺服閥或比例閥的性能。ISO工作組沒有采用解釋數據的具體分析方法。但事實是零交叉的增益減少了。因此,無論何人解釋圖1中的數據,都認為減小的增益區域的寬度超過總卷軸行程的3%,因為圖紙被標記為比例閥。
開放解釋
更令人困惑的是使用術語死區來指代減少流量增益的區域。死亡根本沒有死!即使閥門有10%甚至35%的重疊,一些流量計量仍然存在。這都是程度問題。同樣,ISO工作組拒絕處理量化重疊的問題,制造商繼續無所畏懼地報告,好像每個人都同意分析方法。
圖2.壓力計量完全局限于任何閥門的重疊區域,加上額定閥芯行程(或電流)的約5%。這是一個重要特征,因為它控制氣缸停止的方式。
一些伺服閥制造商將顯示流量計量圖,其中零交叉特性存在一些不確定性。也就是說,由于制造公差,任何特定閥門中的閥芯都可以在低于,關鍵或重疊的情況下進行磨削。對用戶的影響是流量增益的變化發生在中心,并且增益可以增加(在重疊下),臨界重疊(可忽略不計或最小增益變化)或重疊(減小流量增益)。
玻璃鋼卡通公仔熱壓成型油壓機伺服閥制造商在少量重疊的情況下在過零點處指定一些最小增益并不罕見。例如,制造商的技術文獻中的聲明可能是,“零點處的流量增益降低不會低于零區域外流量增益的25%。”在大多數應用中,使用重疊率為3%的閥門的系統性能與批判性重疊的人不會有明顯的不同。零區流量增益將為零區域外流量增益的約25%或更多。然而,通過良好的閥門模型和模擬工具,我們可以探索許多伺服和比例閥制造偏差的后果。
處理閥門圈
大多數比例閥是故意設計和制造的,具有有針對性的重疊量,通常超過10%。這種制造成本是合理的,因為:
•不需要流動研磨,
•閥芯和孔不必匹配,
•人工操作員可以在手動控制系統中輕松定位零區,同時還提供流量節流的連續可變性。
當用戶應用電子補償方法并在玻璃鋼卡通公仔熱壓成型油壓機反饋控制系統中使用比例閥時,可能會出現并發癥。幾乎所有比例閥驅動放大器制造商都為它們提供反饋端子,鼓勵它們用于閉環控制系統。
壓力計量和增益
圖3.在壓力計量測試期間閥芯通過中心位置時發生的壓力轉變是零區。
壓力增益是伺服或比例閥特性,經常被那些沒有接受過伺服和比例技術培訓的人誤解。誤解來自閥門和輸出執行器相互作用的傳統解釋,通常類似于:操作員使閥門居中,切斷流量并使執行器停止。從技術上講,這不是真的。實際上,情況正好相反:執行器停止,導致流量停止。在處理伺服和比例閥時,這成為一個重要的區別,對于理解使用反饋控制時的含義絕對至關重要。在手動控制系統中它不那么重要。
繼續前進,圖2顯示了低重疊(不超過約4%或5%)比例閥的壓力計量曲線。該閥中的所有壓力計量僅在額定電流的約7%或8%時進行。假設電流和閥芯位置之間存在線性關系,則壓力計量范圍將相同。一般規則是壓力計量在閥芯行程的重疊區域進行,加上約4%至5%。因此,具有22%重疊的玻璃鋼卡通公仔熱壓成型油壓機比例閥將測量壓力超過閥芯行程的約2??7%。嚴重搭接的伺服閥將測量中心約4%或5%的閥芯行程或輸入電流的壓力。對于所有閥芯位置或輸入電流超過該值,工作端口將處于供應壓力或零(實際上,在油箱端口)壓力。
圖2顯示了每個端口和差壓計量曲線。差壓計量曲線僅僅是兩個工作端口壓力之間的數學差異,或者,如果使用連接在兩個工作端口之間的差壓傳感器測試閥門,則可以直接收集壓差計量曲線。
壓力計量是一種簡單的測試程序。然而,參考圖3的重疊閥,想象從工作端口移除負載并連接每個工作端口中的壓力計。這意味著即使閥門移位,測試期間也不會有輸出流量。現在想象一下閥門完全移動以將流體引出A端口(線軸完全向左)。
您希望在兩個儀表上看到什么樣的壓力?當然,A端口壓力將處于供應壓力,B端口壓力將處于或接近零。如果線軸完全向右移動會發生什么?壓力恰好相反,A端口低,B端口高。如果壓力發生變化,那么過渡區域必定存在于某處。該區域位于閥芯行程的中心 - 即閥門的零區域。要收集計量數據,您需要慢慢移動閥芯通過零區并記錄結果,如圖2所示。重疊越大,壓力計量區的擴散越寬。
回頭參考圖2,注意控制軸是閥門輸入電流(控制電流),并且兩個端口壓力交叉的點在零電流時不會發生,而是略微負值約為-0.5 %。繪圖是故意這樣做的。這告訴我們玻璃鋼卡通公仔熱壓成型油壓機閥門沒有堵塞。歸零程序要求相等端口壓力點(零壓差)與零電流一致。
推薦產品
同類文章排行
- 生產牛羊舔磚需要什么設備
- 塑料花盆熱壓成型需要多少噸油壓機
- 萬向節軸承座熱鍛成型油壓機
- 陶瓷磚粉末成型油壓機
- 石墨匣缽粉末油壓機
- 加工陶瓷粉末制品選擇陶瓷粉末成型油壓機
- 錨桿托盤沖壓成型油壓機
- 塑料花盆熱壓成型油壓機
- 鎂碳磚成型油壓機
- 油壓機是怎么加工陶瓷粉末成型的
最新資訊文章
- 生產陶瓷粉末制品需要什么設備
- 生產牛羊舔磚需要什么設備
- 汽車門內襯拉伸成型需要多少噸油壓機
- 氧化鋁粉末成型油壓機
- 塑料花盆熱壓成型需要多少噸油壓機
- 生產炭素坩堝需要什么設備
- 石墨匣缽粉末成型需要多少噸油壓機
- 萬向節軸承座熱鍛成型油壓機
- 汽車門內襯拉伸油壓機
- 活性炭壓制成型油壓機