山東威力重工4000噸新能源汽車LC絕緣墊片油壓機PLC與運動控制器介紹
文章出處:zhjiankong.com
人氣:111發表時間:2019-03-21 10:05
一些山東威力重工4000噸新能源汽車LC絕緣墊片油壓機閉環運動控制應用明顯需要運動控制器,而其他人可以通過使用PLC來關閉控制回路。當然,做出決定往往屬于灰色地帶。
當您可以使用PLC時,為什么要花錢購買電動液壓運動控制器?答案并不簡單。一般來說,它是數量,難易程度,可用時間,生產率,所需精度和經濟性的函數。決定可能非常模糊。根據經驗,我們知道哪些類型的應用程序可以使用PLC完成,哪些不能。
對于大多數山東威力重工4000噸新能源汽車LC絕緣墊片油壓機控制系統設計者來說,通常首先考慮成本。簡單的方法是購買一臺帶有每個軸的模擬輸入和輸出的PLC,一些數字I / O,然后開始編程。您通常從簡單的比例控制開始; 甚至不需要PID塊。這就是世界上大部分地區進行液壓伺服控制的方式,而且教授液壓系統的人不再受教育。
模擬反饋必須縮放到位置單位。但是,我很驚訝地看到有多少人在PLC論壇上詢問如何將模擬輸入擴展為毫米或英寸。如果有人問這個問題,他們就不應該編程。縮放輸入后,從命令位置減去實際位置非常簡單,將差值乘以比例增益,并將其寫入閥門的模擬輸出。這很容易。
設置用于模擬控制的PLC
當氣缸的指令和實際位置相距很遠時,山東威力重工4000噸新能源汽車LC絕緣墊片油壓機PLC控制發生挑戰,因為閥門的輸出可能非常大。結果是液壓缸全速前進到指令位置。在命令位置發生的事情取決于增益和負載。有時氣缸將平穩地減速到指令位置,但是大負載可能會導致過沖,并伴有衰減振蕩。
已經提出了針對該問題的不同解決方案。一個簡單的方法是將輸出限制在100%以下的某個值。更好的解決方案是制作原始目標生成器并將目標位置增加到命令位置。然后,不是將命令位置與實際位置進行比較,而是將實際位置與下一個目標位置進行比較。目標位置從當前實際位置開始,并以所需速率遞增,直到達到指令位置。這可以避免長時間移動時的初始震動和沖擊。該解決方案實施起來也相對簡單。
例如,如果兩個汽缸都遵循相同的目標位置,則同步兩個汽缸的位置相對容易。如果兩個氣缸上的負載相當,則目標位置后面的跟隨誤差應相等,因此兩個氣缸的實際位置應大致相同。
那么僅比例控制的以下錯誤是什么?
以下錯誤的公式為:
E f = v /(K?K p)
哪里:
E f 是以下錯誤,mm,
v是速度,單位為mm / s,
K是開環增益,單位為(mm / s)/%,和
K p是比例增益,單位為%/ mm。
單位很重要,應該是一致的。百分比表示控制輸出的百分比。控制輸出的百分比可以是±10 V,±20 mA或控制輸出單位的百分比。當使用山東威力重工4000噸新能源汽車LC絕緣墊片油壓機PLC電缸時,以下錯誤通常并不重要,只需要合理地靠近指令位置。對于需要限制跟隨誤差的應用,將需要上述等式。用戶確定速度以滿足應用要求。
計算開環增益需要使用VCCM方程,該方程計算100%控制輸出時的最大穩態速度。本專欄已多次討論該等式。 點擊此處獲取詳細說明。
計算比例增益更加困難。您可以使用試錯法并確定看似有效的值。如果比例增益太低,氣缸將響應緩慢。如果比例增益太高,執行器將傾向于振蕩。但是,可以計算出最佳比例增益:
? p =(2?ζ?ω Ñ ?(9 - 8?ζ 2)/(27? ? )
哪里:
K p是比例增益,以%control / mm為誤差,
ζ是阻尼因子(如果未知則假設為0.3333),
ω是固有頻率,以弧度/秒為單位
K是開環增益。
您不會在教科書中找到比例增益公式的推導。它可能會在未來的“運動控制”部分中介紹。但是,山東威力重工4000噸新能源汽車LC絕緣墊片油壓機液壓系統設計人員實際上可以控制最佳比例增益,因為它們可以控制阻尼系數,固有頻率和開環增益。通常,使用油的體積模量,汽缸面積,壓縮下的油的體積和質量來計算固有頻率。由于以下誤差取決于開環增益和比例增益,因此液壓設計人員可控制以下誤差。
關于僅比例控制的其他問題
所以現在系統已經調整好并準備好進行短暫的移動,它似乎可行。嘗試稍長的移動,并且兩個移動看起來花費大約相同的時間。其原因是隨著誤差減小,控制輸出減小,因此速度呈指數下降。實際位置需要大約五個時間常數才能將誤差減小到原始誤差的1%以下。
時間常數是受控對象將錯誤減少約63%所需的時間。因此,如果誤差立即增加到10毫米,時間常數為1秒,則1秒后誤差將減小到3.68毫米。2秒后 誤差將減少到1.35毫米。經過五個時間常數(5秒)后,誤差將減小到0.067 mm,小于原始誤差10 mm的1%。時間常數決定系統響應干擾所需的時間。
那么問題就是,如何僅使用比例增益來計算液壓缸的時間常數?這個公式不太難:
τ是最佳時間常數。
τ = 3 /(2?ζ? ω Ñ)
如果阻尼系數為0.33333且固有頻率為10 Hz,則時間常數為:
τ = 3 /(2?0.333?2? π ?10)= 0.072秒。
因為需要五個時間常數才能將誤差降低到1%,所以移動需要0.358秒。
再次注意,最佳時間常數完全由機械(液壓系統)設計者決定。如果五個時間常數的時間太長,山東威力重工4000噸新能源汽車LC絕緣墊片油壓機液壓系統設計者需要通過增加摩擦來增加固有頻率或阻尼系數。增加摩擦會浪費能量。增加固有頻率需要增加圓柱直徑。這樣做還需要增加閥門,蓄能器和泵的尺寸,從而增加了部件成本。
使用PLC實現簡單的比例控制液壓系統很簡單,但山東威力重工4000噸新能源汽車LC絕緣墊片油壓機PLC編程器無法控制許多重要參數。這種限制與PLC程序員的能力無關,而是與液壓和機械設計有關。不幸的是,PLC程序員通常會在最后一刻訪問液壓系統,并且有望“將其修復為軟件”,簡單地說,這不會發生。系統行為已經根據設計和制造決策“融入”。
使用先進的液壓伺服控制系統可顯著提高機器性能。收購的初始成本較高,但卻被性能提升所抵消。該機器也更易于維護,并且不需要頻繁維護。
以下是使用僅比例控制的三種簡單移動模擬。它們基于用于模擬伺服液壓缸和負載運動的標準線性化模型。
H(S)=(??ω 2 Ñ)/ [S?(S 2 + 2?ζ?ω Ñ ?S +ω 2 N) ]
K,開環增益,假設為10(mm / s)/%控制輸出,
s,拉普拉斯算子,是一個頻率,以弧度/秒為單位。
ζ是阻尼因子,假設為0.33333。它是無量綱的,
ω Ñ是固有頻率,在每秒弧度。在這種情況下,固有頻率為10 Hz。
這些模擬旨在提出一些問題,但我會告訴你這個:如何改善響應時間?這個問題將在未來的“山東威力重工4000噸新能源汽車LC絕緣墊片油壓機運動控制”版本中得到解答。
當您可以使用PLC時,為什么要花錢購買電動液壓運動控制器?答案并不簡單。一般來說,它是數量,難易程度,可用時間,生產率,所需精度和經濟性的函數。決定可能非常模糊。根據經驗,我們知道哪些類型的應用程序可以使用PLC完成,哪些不能。
對于大多數山東威力重工4000噸新能源汽車LC絕緣墊片油壓機控制系統設計者來說,通常首先考慮成本。簡單的方法是購買一臺帶有每個軸的模擬輸入和輸出的PLC,一些數字I / O,然后開始編程。您通常從簡單的比例控制開始; 甚至不需要PID塊。這就是世界上大部分地區進行液壓伺服控制的方式,而且教授液壓系統的人不再受教育。
模擬反饋必須縮放到位置單位。但是,我很驚訝地看到有多少人在PLC論壇上詢問如何將模擬輸入擴展為毫米或英寸。如果有人問這個問題,他們就不應該編程。縮放輸入后,從命令位置減去實際位置非常簡單,將差值乘以比例增益,并將其寫入閥門的模擬輸出。這很容易。
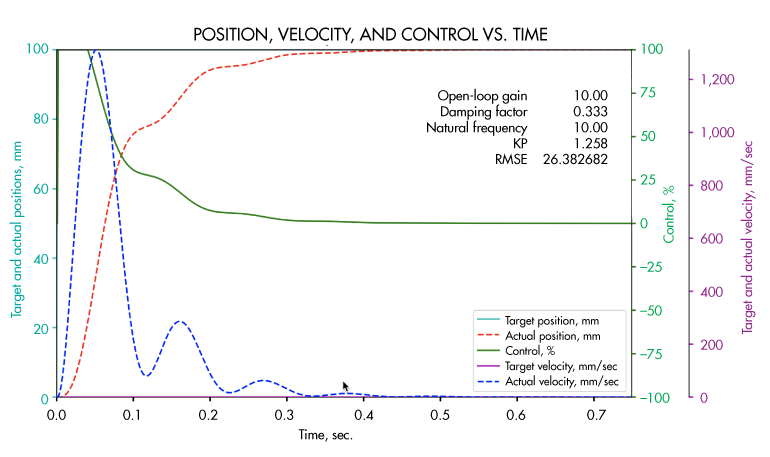
1.此模擬顯示當命令位置立即改變100 mm時會發生什么。控制輸出飽和度為100%,執行器以急動加速。實際位置仍緩慢接近100 mm的目的地。
設置用于模擬控制的PLC
當氣缸的指令和實際位置相距很遠時,山東威力重工4000噸新能源汽車LC絕緣墊片油壓機PLC控制發生挑戰,因為閥門的輸出可能非常大。結果是液壓缸全速前進到指令位置。在命令位置發生的事情取決于增益和負載。有時氣缸將平穩地減速到指令位置,但是大負載可能會導致過沖,并伴有衰減振蕩。
已經提出了針對該問題的不同解決方案。一個簡單的方法是將輸出限制在100%以下的某個值。更好的解決方案是制作原始目標生成器并將目標位置增加到命令位置。然后,不是將命令位置與實際位置進行比較,而是將實際位置與下一個目標位置進行比較。目標位置從當前實際位置開始,并以所需速率遞增,直到達到指令位置。這可以避免長時間移動時的初始震動和沖擊。該解決方案實施起來也相對簡單。
例如,如果兩個汽缸都遵循相同的目標位置,則同步兩個汽缸的位置相對容易。如果兩個氣缸上的負載相當,則目標位置后面的跟隨誤差應相等,因此兩個氣缸的實際位置應大致相同。
那么僅比例控制的以下錯誤是什么?
以下錯誤的公式為:
E f = v /(K?K p)
哪里:
E f 是以下錯誤,mm,
v是速度,單位為mm / s,
K是開環增益,單位為(mm / s)/%,和
K p是比例增益,單位為%/ mm。
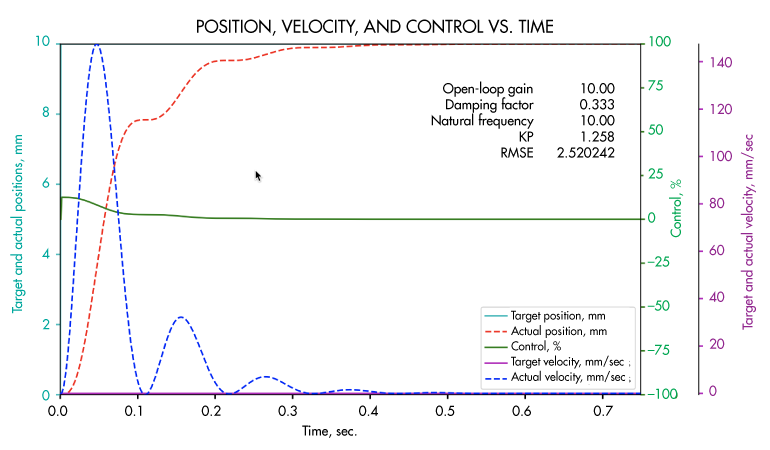
2.該圖顯示了與上述相同的情況,但命令位置僅改變了10 mm。請注意,它需要大約相同的時間。這是因為移動總是需要五個時間常數。五個時間常數需要0.358秒。即使是1毫米的移動也需要0.358秒。在目的地的1%范圍內。
單位很重要,應該是一致的。百分比表示控制輸出的百分比。控制輸出的百分比可以是±10 V,±20 mA或控制輸出單位的百分比。當使用山東威力重工4000噸新能源汽車LC絕緣墊片油壓機PLC電缸時,以下錯誤通常并不重要,只需要合理地靠近指令位置。對于需要限制跟隨誤差的應用,將需要上述等式。用戶確定速度以滿足應用要求。
計算開環增益需要使用VCCM方程,該方程計算100%控制輸出時的最大穩態速度。本專欄已多次討論該等式。 點擊此處獲取詳細說明。
計算比例增益更加困難。您可以使用試錯法并確定看似有效的值。如果比例增益太低,氣缸將響應緩慢。如果比例增益太高,執行器將傾向于振蕩。但是,可以計算出最佳比例增益:
? p =(2?ζ?ω Ñ ?(9 - 8?ζ 2)/(27? ? )
哪里:
K p是比例增益,以%control / mm為誤差,
ζ是阻尼因子(如果未知則假設為0.3333),
ω是固有頻率,以弧度/秒為單位
K是開環增益。
您不會在教科書中找到比例增益公式的推導。它可能會在未來的“運動控制”部分中介紹。但是,山東威力重工4000噸新能源汽車LC絕緣墊片油壓機液壓系統設計人員實際上可以控制最佳比例增益,因為它們可以控制阻尼系數,固有頻率和開環增益。通常,使用油的體積模量,汽缸面積,壓縮下的油的體積和質量來計算固有頻率。由于以下誤差取決于開環增益和比例增益,因此液壓設計人員可控制以下誤差。
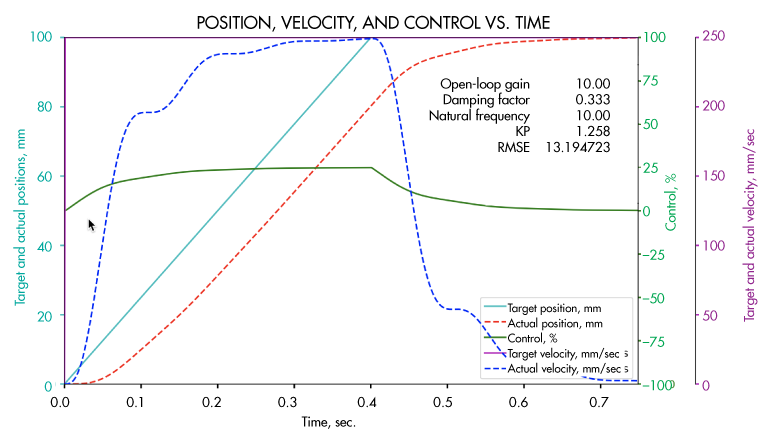
3.此模擬顯示了添加以恒定速度移動的簡單目標生成器的好處。請注意,控制輸出不會飽和,實際位置移動得更加平滑。速度接近250毫米/秒。正如所料。(100毫米/0.4秒)。加速度要小得多。請注意,第一次和第三次模擬之間的速度標度差異很大。
關于僅比例控制的其他問題
所以現在系統已經調整好并準備好進行短暫的移動,它似乎可行。嘗試稍長的移動,并且兩個移動看起來花費大約相同的時間。其原因是隨著誤差減小,控制輸出減小,因此速度呈指數下降。實際位置需要大約五個時間常數才能將誤差減小到原始誤差的1%以下。
時間常數是受控對象將錯誤減少約63%所需的時間。因此,如果誤差立即增加到10毫米,時間常數為1秒,則1秒后誤差將減小到3.68毫米。2秒后 誤差將減少到1.35毫米。經過五個時間常數(5秒)后,誤差將減小到0.067 mm,小于原始誤差10 mm的1%。時間常數決定系統響應干擾所需的時間。
那么問題就是,如何僅使用比例增益來計算液壓缸的時間常數?這個公式不太難:
τ是最佳時間常數。
τ = 3 /(2?ζ? ω Ñ)
如果阻尼系數為0.33333且固有頻率為10 Hz,則時間常數為:
τ = 3 /(2?0.333?2? π ?10)= 0.072秒。
因為需要五個時間常數才能將誤差降低到1%,所以移動需要0.358秒。
再次注意,最佳時間常數完全由機械(液壓系統)設計者決定。如果五個時間常數的時間太長,山東威力重工4000噸新能源汽車LC絕緣墊片油壓機液壓系統設計者需要通過增加摩擦來增加固有頻率或阻尼系數。增加摩擦會浪費能量。增加固有頻率需要增加圓柱直徑。這樣做還需要增加閥門,蓄能器和泵的尺寸,從而增加了部件成本。
使用PLC實現簡單的比例控制液壓系統很簡單,但山東威力重工4000噸新能源汽車LC絕緣墊片油壓機PLC編程器無法控制許多重要參數。這種限制與PLC程序員的能力無關,而是與液壓和機械設計有關。不幸的是,PLC程序員通常會在最后一刻訪問液壓系統,并且有望“將其修復為軟件”,簡單地說,這不會發生。系統行為已經根據設計和制造決策“融入”。
使用先進的液壓伺服控制系統可顯著提高機器性能。收購的初始成本較高,但卻被性能提升所抵消。該機器也更易于維護,并且不需要頻繁維護。
以下是使用僅比例控制的三種簡單移動模擬。它們基于用于模擬伺服液壓缸和負載運動的標準線性化模型。
H(S)=(??ω 2 Ñ)/ [S?(S 2 + 2?ζ?ω Ñ ?S +ω 2 N) ]
K,開環增益,假設為10(mm / s)/%控制輸出,
s,拉普拉斯算子,是一個頻率,以弧度/秒為單位。
ζ是阻尼因子,假設為0.33333。它是無量綱的,
ω Ñ是固有頻率,在每秒弧度。在這種情況下,固有頻率為10 Hz。
這些模擬旨在提出一些問題,但我會告訴你這個:如何改善響應時間?這個問題將在未來的“山東威力重工4000噸新能源汽車LC絕緣墊片油壓機運動控制”版本中得到解答。
推薦產品
同類文章排行
- 生產牛羊舔磚需要什么設備
- 塑料花盆熱壓成型需要多少噸油壓機
- 萬向節軸承座熱鍛成型油壓機
- 陶瓷磚粉末成型油壓機
- 石墨匣缽粉末油壓機
- 加工陶瓷粉末制品選擇陶瓷粉末成型油壓機
- 錨桿托盤沖壓成型油壓機
- 塑料花盆熱壓成型油壓機
- 鎂碳磚成型油壓機
- 油壓機是怎么加工陶瓷粉末成型的
最新資訊文章
- 生產陶瓷粉末制品需要什么設備
- 生產牛羊舔磚需要什么設備
- 汽車門內襯拉伸成型需要多少噸油壓機
- 氧化鋁粉末成型油壓機
- 塑料花盆熱壓成型需要多少噸油壓機
- 生產炭素坩堝需要什么設備
- 石墨匣缽粉末成型需要多少噸油壓機
- 萬向節軸承座熱鍛成型油壓機
- 汽車門內襯拉伸油壓機
- 活性炭壓制成型油壓機